Grease Contamination
Customer: Hunter Valley Coal Mine
Date: May 2005
Contact: Maintenance Engineer
Report By: Mark Drayton
1.0 Situation
Over the course of several months, site maintenance personnel observed that lubrication system components were failing at a rate higher then what would normally be expected.
Typically, grease injectors were being changed out at a rate of 2 or 3 per month. A preliminary IRS inspection determined that the frequency of failure had increased and injectors were now being changed weekly. On inspection the injectors were found to have dirt and metallic particles trapped with in the seal and slide valve area of the internal components.
Grease pumps were also found to be failing after a very short period of operation as a result of contamination.
Contamination also promoted an intermittent failure of the system vent valve, which was preventing the needle and seat valve from sealing.
The effect on plant reliability was significant. On average 6 hours per week had been lost in operational time and an additional 12 man hours had been lost managing the situation.
2.0 Analysis
In an effort to better understand the nature and extent of grease contamination that was adversely influencing operations at the site, IRS technicians fitted high-pressure grease filters to the following items of mining plant and equipment:
- P&H 2800 Shovel
- Cat 789 Dump Trucks
- Cat 994 Loader
- Bulk fill line on the delivery vehicle
Grease filters were fitted to the centralised lubrication system pump on each item thus enabling technicians to filter debris, over the two week trial period, as it passed from the pump prior to entering the vent valve.
The filter element used is of wedge wire construction and is rated at 150 micron. The element has a safe working pressure of 6000psi or 41370 kPa.
Accumulated debris was solvent washed from the grease collected on the element surface. Magnets were then used to separate ferrous material from the collected debris.
3.0 Findings
3.1 Element
Figure 1 highlights obvious signs of debris imbedded into the element.
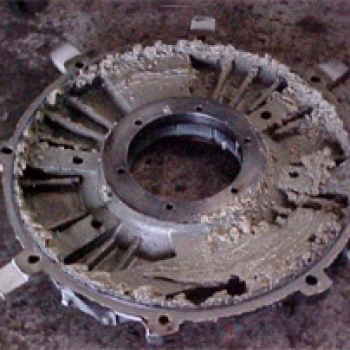
3.2 Contamination
Debris removed from the filter element at the completion of the trial confirmed that injector failure most probably was due to the unnecessary ingress of abrasive particles. The debris featured in Figure 2 was collected from the filter element.

Figure 2 – Collected Debris

Figure 1 – Grease Filter Element after cleaning
The fibrous materials consisted of wood fibre and paint chips derived from the interior lining of the on-site grease storage drums.
Accumulated debris was assessed to contain long fibrous particles as displayed in Figure 3 and ferrous materials which are displayed in Figure 4.

Figure 4 – Ferrous Particles

Figure 3 – Fibrous Materials
4.0 Recommendations
Injector failure promoted through the accumulation of unnecessary levels of contaminants will lead to inappropriate levels of lubrication that could result in catastrophic, spontaneous failures that will adversely impact on the operation and availability of mining plant and equipment at the site.
IRS recommends the immediate implementation of the following specific initiatives:
- All grease tanks should be cleaned internally.
- High-pressure grease filters should be fitted to all items of plant and equipment that have automatic lube system.
- Grease filters should be cleaned on a regular basis and the nature and extent of accumulated debris monitored.
- Breathers should be fitted to all grease tanks.
- All ports or openings must be sealed when not in use.
- Dedicated dipsticks must be fitted to grease tanks.
- Wooden sticks and broom handles must be removed from the tops of all grease tanks thereby preventing them from inappropriately being used to dip grease levels.
- The end of bulk filling hoses and couplings should be cleaned before connection to grease tanks.
For more information related to grease contamination contact Mark Drayton at Integrated Reliability Solutions on 0438 000 624.

Case Studies
 10,000 kg Grease Tank Solution
10,000 kg Grease Tank Solution
In early 2022 IRS was commissioned by a client to design and build a custom 10,000kg Grease Tank Solution. Features included: Overfill protection, Heater - Thermostat controlled, Sim Card for data transfer, Internal pressure relief and much more.
 Underground 30,000 Litre Fuel Tank Module
Underground 30,000 Litre Fuel Tank Module
Integrated Reliability Solutions was commissioned to design and build a 30,000 litre underground refuelling solution for a client in May 2022.
 Water Cannon Repair
Water Cannon Repair
Integrated Reliability Solutions were approached by one of the Hunter Valley coal mines to inspect and come up with a suitable repair for the leaking water cannons. On inspection of the water cannon, it was noted that a number of components had worn due to lack of lubrication which allowed the water to leak when not in use.
 Breather and Sampling Point Audit - Nth Queensland
Breather and Sampling Point Audit - Nth Queensland
Glencore site Collinsville CHPP had requested that we undertake an audit on their current Breather and Sampling Points, to identify opportunities to improve the cleanliness of the air entering the compartments, oil and the accuracy and process of taking oil samples.
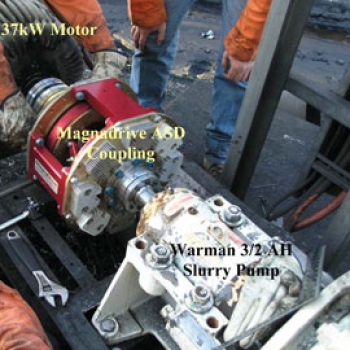
 MagnaDrive saves Plant Feed Conveyor
MagnaDrive saves Plant Feed Conveyor
On the 4th of November 2007, the plant feed conveyor failed to start after the operator attempted to restart operations following a plant stoppage.
 MagnaDrive Coupling Vibration Success
MagnaDrive Coupling Vibration Success
Nothwestern U.S. Forest Products Company uses MagnaDrive MagnaGuard Econimizer to eliminate vibration.
 MagnaDrive Coupling Screw Pump
MagnaDrive Coupling Screw Pump
City of Eugene, Oregon – Wastewater Division – MagnaDrive Magnetic Coupling on Archimedean Screw Pump
 MagnaDrive Coupling Chilled Water Pump
MagnaDrive Coupling Chilled Water Pump
Washington Mutual Tower in Seattle, Washington Replaces Flexible Coupling with MagnaDrive ASD
 MagnaDrive Coupling Air Preheater
MagnaDrive Coupling Air Preheater
Minnesota Power was experiencing vibration problems on their Air Pre-Heaters. In an effort to correct this problem, Minnesota Power implemented a preventative maintenance procedure that required all couplings to be re-greased during every outage.
 Hose Down Pump
Hose Down Pump
The Magnadrive Adjustable Speed Drive Coupling (ASD) was installed on the Hose Down Pump at South Walker Creek CHPP on the 4th October 2007.
 Bearing Skidding
Bearing Skidding
Over the last three years IRS has been monitoring motor bearings displaying various stages of fatigue.
 Electric Motor Bearing Defects
Electric Motor Bearing Defects
The site was experiencing a high frequency of electric motor bearing faults. Condition monitoring reports had identified specific motors as manifesting bearing defects and had suggested that a “lack of lubricant” was a significant factor contributing to the defects.
 Grease Contamination
Grease Contamination
Over the course of several months, site maintenance personnel observed that lubrication system components were failing at a rate higher then what would normally be expected.