Electric Motor Bearing Defects
Customer: Hunter Valley Coal Mine
Date: September 2005
Contact: Maintenance Engineer
Report By: Mark Drayton
1.0 Situation
The site was experiencing a high frequency of electric motor bearing faults. Condition monitoring reports had identified specific motors as manifesting bearing defects and had suggested that a “lack of lubricant” was a significant factor contributing to the defects.
An analysis of past reports highlighted that bearing alignment, sealing or lubrication frequency was adversely influencing the frequency of lubricant related faults.
Reports submitted by plant service providers had indicated that lubrication frequency was in accordance with maintenance specifications and that motors were greased as required. However despite the volume of grease applied to bearings, defects were still being reported.

Figure 2 – Cross Sectional view of Bearing Assembly
2.0 Analysis
In order to understand the flow of grease between the nipple and the discharge valve, the IRS team conducted a review of all electric motor bearing housing, grease-way porting and seal design.
Visual inspection of several dismantled motors was carried out to determine if the grease, when applied in service, did in fact purge through the bearing as required.
3.0 Findings
A review of site operational procedures revealed the following:
- All servicemen follow the correct procedure for greasing motors, removing the relief covers and extracting excess grease.
- All inspected motors contain water. After opening of the relief covers, up to 2lt of water was drained from some units.
- There are signs that some of the bearing defects are a result of skidding. This can occur when motors are directly coupled to gearboxes and the gearbox carries the load. In this situation the alignment is very close and there is insufficient load on the driven motor bearing to make it turn. The bearing skids and eventually can fail.
- Many motors do not have grease purging through the relief passage. Up to 115cc of grease was applied through the nipple and still, little or no grease was purged through the relief.
When motors were dismantled IRS technicians were able to confirm that the bearings appear to be well greased. - Recent reports confirm that whilst the motors are being greased sufficiently most of the grease is flowing through the end cover and into the armature area as shown in Figure 1.
- The grease enters the bearing on the inboard side and must travel through the bearing and on down to the grease reservoir. A felt seal on the inboard side of the bearing (shown in Figure 3) is the only barrier that prevents ingress of grease into the armature.
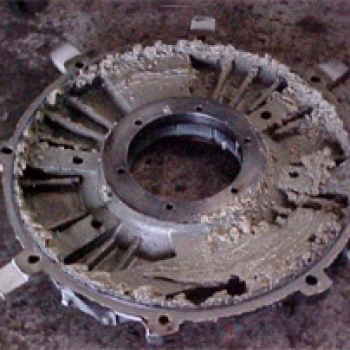
- Close inspection of the felt seal reveals that the felt has worn below the surface of the sleeve (Figure 4) and would offer little resistance to the grease flow.

Figure 4 – Worn Felt Seal

Figure 3 – Inboard Felt Seal
- Grease should be moving through the bearing and into the grease discharge cavity shown in the bottom of the end cover depicted in Figure 5.
- Grease exits the bearing housing through the outlet on the right hand side of the housing featured in the photograph in Figure 6.

Figure 6 – Grease Outlet in End Cover

Figure 5 – Grease Passage in End Cover
4.0 Conclusion
As grease is continually rolled and worked increasing pressure will squeeze small amounts of oil out of the soup matrix. As a consequence, grease can firm up in service. Older grease will exhibit a much higher resistance to flow then fresh grease.
Old, stiff grease passing through the rough, cast reservoir will offer a greater resistance to flow, compared with fresh grease flowing into the inboard side of the bearing against the felt seal.
As the felt seal wears, it opens a short passage for fresh grease to flow through into the armature area. If the grease is taking the least line of resistance and passing through into the armature then the bearing will not be appropriately flushed with fresh grease.
The bearing defects are not the result of inadequate lubrication on the part of the service provider but appear to be occurring through insufficient flushing of lubricant through the bearing.
IRS recommends that advice be sort regarding an up grade on the sealing arrangement on the inboard side of the bearing thereby improving lubricant flushing and enhancing bearing performance.
The presence of water in the motor was of concern and highlighted the importance of preserving maintenance protocols that prevent high pressure hoses being used to clean electric motors with IP ratings as low as 55.
The bearing defects attributed to bearing skidding can be alleviated by replacing roller bearings with deep grooved ball bearings that will enhance the degree of freedom of the rolling elements, particularly with direct coupled electric motors.
For more information related to lubrication of electric motor bearings contact Mark Drayton at Integrated Reliability Solutions on 0438 000 624.

Case Studies
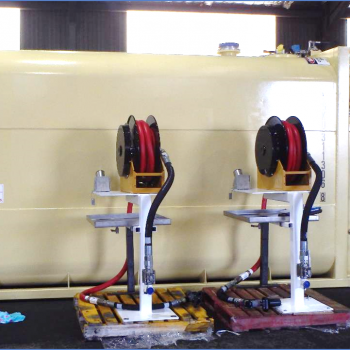
 10,000 kg Grease Tank Solution
10,000 kg Grease Tank Solution
In early 2022 IRS was commissioned by a client to design and build a custom 10,000kg Grease Tank Solution. Features included: Overfill protection, Heater - Thermostat controlled, Sim Card for data transfer, Internal pressure relief and much more.
 Underground 30,000 Litre Fuel Tank Module
Underground 30,000 Litre Fuel Tank Module
Integrated Reliability Solutions was commissioned to design and build a 30,000 litre underground refuelling solution for a client in May 2022.
 Water Cannon Repair
Water Cannon Repair
Integrated Reliability Solutions were approached by one of the Hunter Valley coal mines to inspect and come up with a suitable repair for the leaking water cannons. On inspection of the water cannon, it was noted that a number of components had worn due to lack of lubrication which allowed the water to leak when not in use.
 Breather and Sampling Point Audit - Nth Queensland
Breather and Sampling Point Audit - Nth Queensland
Glencore site Collinsville CHPP had requested that we undertake an audit on their current Breather and Sampling Points, to identify opportunities to improve the cleanliness of the air entering the compartments, oil and the accuracy and process of taking oil samples.
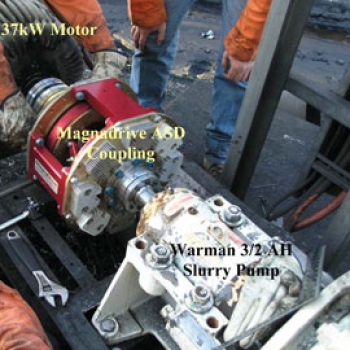
 MagnaDrive saves Plant Feed Conveyor
MagnaDrive saves Plant Feed Conveyor
On the 4th of November 2007, the plant feed conveyor failed to start after the operator attempted to restart operations following a plant stoppage.
 MagnaDrive Coupling Vibration Success
MagnaDrive Coupling Vibration Success
Nothwestern U.S. Forest Products Company uses MagnaDrive MagnaGuard Econimizer to eliminate vibration.
 MagnaDrive Coupling Screw Pump
MagnaDrive Coupling Screw Pump
City of Eugene, Oregon – Wastewater Division – MagnaDrive Magnetic Coupling on Archimedean Screw Pump
 MagnaDrive Coupling Chilled Water Pump
MagnaDrive Coupling Chilled Water Pump
Washington Mutual Tower in Seattle, Washington Replaces Flexible Coupling with MagnaDrive ASD
 MagnaDrive Coupling Air Preheater
MagnaDrive Coupling Air Preheater
Minnesota Power was experiencing vibration problems on their Air Pre-Heaters. In an effort to correct this problem, Minnesota Power implemented a preventative maintenance procedure that required all couplings to be re-greased during every outage.
 Hose Down Pump
Hose Down Pump
The Magnadrive Adjustable Speed Drive Coupling (ASD) was installed on the Hose Down Pump at South Walker Creek CHPP on the 4th October 2007.
 Bearing Skidding
Bearing Skidding
Over the last three years IRS has been monitoring motor bearings displaying various stages of fatigue.
 Electric Motor Bearing Defects
Electric Motor Bearing Defects
The site was experiencing a high frequency of electric motor bearing faults. Condition monitoring reports had identified specific motors as manifesting bearing defects and had suggested that a “lack of lubricant” was a significant factor contributing to the defects.
 Grease Contamination
Grease Contamination
Over the course of several months, site maintenance personnel observed that lubrication system components were failing at a rate higher then what would normally be expected.